






With the acceleration of automotive lightweighting and electrification trends, aluminum alloy wheels have become the mainstream market choice due to their high strength, corrosion resistance, and design flexibility. However, their machining process faces three core challenges:
Thin-wall deformation: Wheel spokes typically have thicknesses <5mm, making them prone to vibration-induced deformation with traditional processes.
Aluminum chip adhesion: Lightweight aluminum chips easily stick to tools, forcing frequent machine downtime for cleaning.
Multi-process coordination: Traditional production lines require coordination across 5 machines, resulting in low efficiency and yield rates below 85%.
OTURN CNC lathe address these challenges with high-rigidity structures, intelligent chip removal systems, and multi-axis synchronized machining, delivering efficient, precise, and flexible solutions for the industry.
I. Why Do Aluminum Alloy Wheels Require A Specialized CNC Lathe?
1. What is a Wheel Hub?
A wheel hub is the core component for vehicle load-bearing and power transmission, requiring strict standards for high strength, lightweight, and air tightness. Aluminum alloy wheels, due to their material properties, demand solutions to overcome thin-wall deformation, surface finish quality, and multi-hole positional accuracy challenges.

2.Role of CNC Lathe in Wheel Manufacturing
Precision forming: Multi-axis synchronization enables single-pass machining of complex surfaces.
Efficiency gains: Dual-turret simultaneous turning reduces workpiece handling, and cutting cycle time by 40%.
Quality assurance: Airtightness detection and dynamic compensation technologies ensure yield rates >96%.

3.Wheel Machining Process Flow
Wheel hubs are critical safety components in automobiles, and their manufacturing process demands both high precision and high efficiency. OTURN offers a variety of specialized machine tools covering key process steps in wheel hub manufacturing. The following is a detailed wheel hub machining process flow, illustrating the applications of OTURN CNC Machines at each stage:
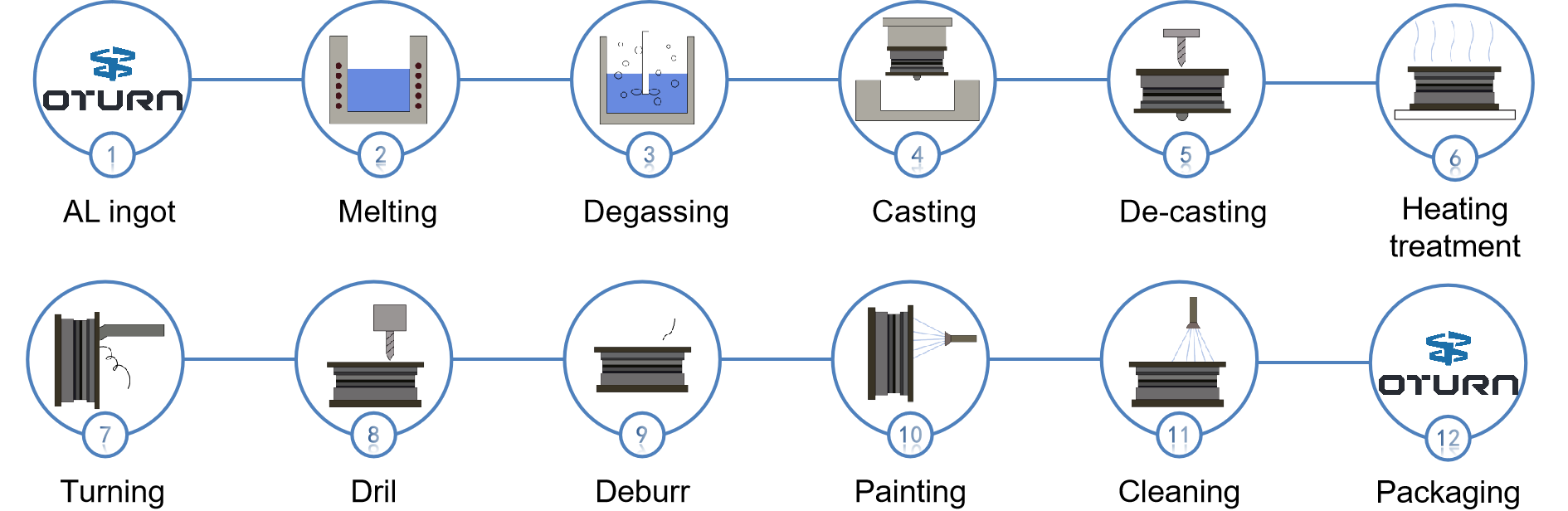
a.Casting Stage
AL Ingot → Melting → Degassing → Casting
The first step in wheel hub production begins with an aluminum ingot, which is melted and degassed before being cast to form the rough shape of the wheel hub.
Note: OTURN does not currently provide equipment for this stage, which primarily involves raw material preparation.
b. Machining Stage (Drilling & Turning)
OP1: Drill (Bolt Hole Machining)
Drilling machines are used to process the bolt holes on the wheel hub. This is divided into two steps: rough drilling and precision drilling, to ensure the accuracy of the hole size and position.
Process Details:
Rough Drilling: Removes most of the material in preparation for precision drilling.
Precision Drilling: Ensures the precise size and position of the bolt holes.
Note: As depicted, and in accordance with image “drill”, the machining accuracy of the bolt holes directly affects the reliability of the wheel hub’s connection to the vehicle and is therefore crucial.
OP2: Turning (Wheel Hub Surface Machining)
CNC lathes are used to precisely machine key areas of the wheel hub, using the “turning” action as depicted in the image, which can involve the inner and outer diameters and end faces. This is divided into two steps: rough turning and finish turning, to guarantee the dimensional accuracy and surface roughness of the wheel hub.
Process Details:
Rough Turning: Quickly removes excess material to provide a precise reference for finish turning.
Finish Turning: Ensures the final dimensions and surface quality of the wheel hub.
Note: In accordance with the image labeled “turning”, inner and outer surface machining is a core process in wheel hub machining and is essential to the overall performance and appearance of the wheel hub.
c. Post-Processing Stage
Heating Treatment : The heat treatment process is used to increase the strength and hardness of the wheel hub, improving its mechanical properties and enhancing performance.
De-casting: Removes excess material, such as gates and risers, produced during the casting process.
Deburr: Removes burrs from the wheel hub surface, ensuring safety and aesthetics.
Painting: The wheel hub surface is painted to improve corrosion resistance and appearance.
Cleaning: Cleans the surface of the wheel hub to remove oil and impurities, preparing it for subsequent packaging.
Packaging: The finished wheel hubs are packaged for transportation and storage.
II. OTURN CNC Lathe Core Components & Technical Advantages
OTURN CNC lathe utilize dual-turret synchronized machining, enabling simultaneous inner/outer diameter turning to reduce process transitions and workpiece handling, boosting efficiency by 40% (e.g., RFCL63D model).
Integrated airtightness detection systems monitor clamping status in real time, triggering automatic shutdowns to prevent defective blanks. For aluminum machining, PCD (polycrystalline diamond) tools ensure surface roughness ≤Ra0.8μm while extending tool life by 2.5x, lowering overall costs.
Core Components:
A2-11 high-rigidity spindle: Delivers 540N·m torque for stable heavy-duty cutting.
Roller linear guides: Enable X/Z-axis rapid traverse at 24 m/min for fast tool retraction during deep-hole machining.
Dual-spiral chip removal system: Stainless steel deflectors and dual outlets prevent chip buildup over 8+ hours, reducing cleaning downtime by 30%.
Technical Advantages:
Box-style bed + FEM optimization: 30% higher vibration resistance for thin-wall precision machining.
5mm steel guards + fully enclosed guides: Protect against aluminum chip impact, extending machine life.
Vision-guided fixture system: Enables quick changeovers for 15–22” wheels with ±0.1mm repeatability, supporting flexible production.

From rigid structures to intelligent protection, OTURN redefines aluminum wheel machining standards with high reliability and efficiency.
III. OTURN Product Technical Comparison
|
Machine Type |
Model |
Key Capabilities |
Applications |
|
CNC Lathe |
RFCL63D |
Dual-turret sync, 40% efficiency gain |
Mass production (15–24” automotive wheels) |
|
Vertical Machining Center |
RFMV105 |
Multi-hole precision drilling, deep cavities |
Motorcycle wheels (10–24”) |
|
5-Axis Machining Center |
RFMVN870 |
Complex surface finishing, Ra≤0.4μm |
High-end custom wheels (22–28”) |
|
Heavy-Duty Lathe |
RFTV510 |
55kW power, 1.5m bed span |
Titanium/oversized wheels |
Model Recommendations by Wheel Size:
1.Up to 19” Motorcycle Wheels
Models: RFCP40, RFTV510, RFMV80

RFTV510
Features:
▶ RFCP40: Compact design, 8-station turret for intricate spokes.
▶ RFTV510: Horizontal heavy-cutting for titanium wheels.
▶ RFMV80: Dual-spiral chip removal eliminates chip adhesion.

Application:
In the motorcycle industry, the quality and production efficiency of wheel hubs directly impact the performance and safety of the entire vehicle. However, traditional wheel hub manufacturing processes face several challenges: long production cycles, unstable quality rates, and high equipment investment costs. These issues not only increase production costs but also affect a company’s market competitiveness.
A specific motorcycle manufacturer encountered these same problems. After conducting multiple comparisons, they chose OTURN’s RFCP40 CNC lathe. By applying the RFCP40, the manufacturer achieved a remarkable transformation: each wheel hub’s production time was reduced to 22 minutes, efficiency increased by 12%, and the quality rate improved to 98%.
Why RFCP40 Became the Solution:
The success of RFCP40 lies in its high-precision machining capabilities and automation level. By precisely controlling machining parameters, RFCP40 ensures the dimensional accuracy and surface quality of wheel hubs, meeting the stringent requirements of the motorcycle industry. Additionally, its high-efficiency production capability allows companies to quickly respond to respond to market demands, enhancing their competitiveness quickly.
2.Up to 24” Motorcycle Wheels
Models: RFCP63, RFMV105

RFCP63
Features:
▶ RFCP63: 45kW spindle + servo turret for 200 pcs/day output.
▶ RFMV105: Vertical machining for precision multi-hole drilling.
3.Up to 28” Automotive Wheels
Models: RFCP80, RFMV105L

RFMV105L
Features:
▶ RFCP80: 55kW spindle for heavy-cutting large wheels.
▶ RFMV105L: Long-stroke design for SUV wheel deep-cavity machining.
4.Up to 24” Automotive Wheels (Mass Production)
Models: RFCL63V, RFCL63D, RFMV105L

RFCL63D
Value:
▶ RFCL63D: Dual-turret cuts 2 setups (40% efficiency gain).
▶ RFCL63V: Single-turret flexibility, ≤15-minute changeovers.
5.26” Turbine-Style (High-End Custom)
Model: RFMVN870 5-Axis Milling and Turning Center

RFMVN870
Highlights:
▶ 5-axis synchronization: Complex surfaces in one setup, Ra≤0.4μm.
▶ Applications: EV hollow wheels, luxury car engraved designs.
IV. Conclusion
In aluminum wheel machining, thin-wall deformation, chip adhesion, and multi-process inefficiencies have long constrained productivity and quality. OTURN CNC lathes revolutionize the industry with high-rigidity structures to suppress vibration, intelligent chip management to eliminate downtime, and multi-axis synergy to streamline workflows. Dual-turret synchronization, integrated airtightness detection, and PCD tooling optimize processes, elevating both efficiency and precision. OTURN’s diverse machine portfolio—tailored to wheel size and production needs—delivers excellence across applications: intricate motorcycle wheels, high-volume automotive production, and artistic custom designs. As a leader in innovation, OTURN is reshaping aluminum wheel machining standards, driving the industry toward a new era of precision manufacturing.
Post time: Apr-01-2025