






Short Lead Time for Five Axis Cnc Milling Machine - Soft Gate Valve Production Line – Oturn
Short Lead Time for Five Axis Cnc Milling Machine - Soft Gate Valve Production Line – Oturn Detail:
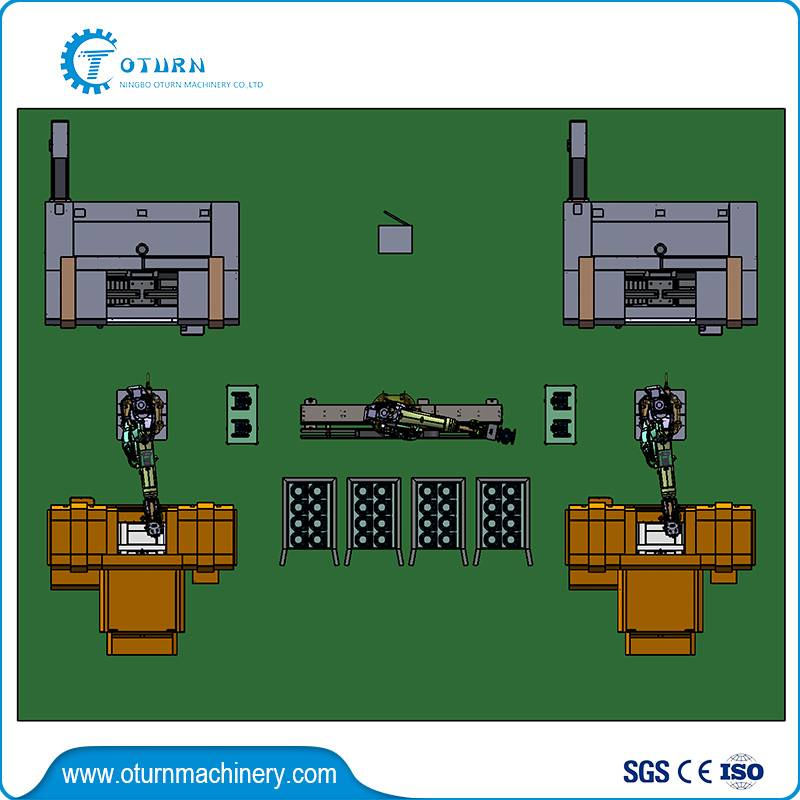
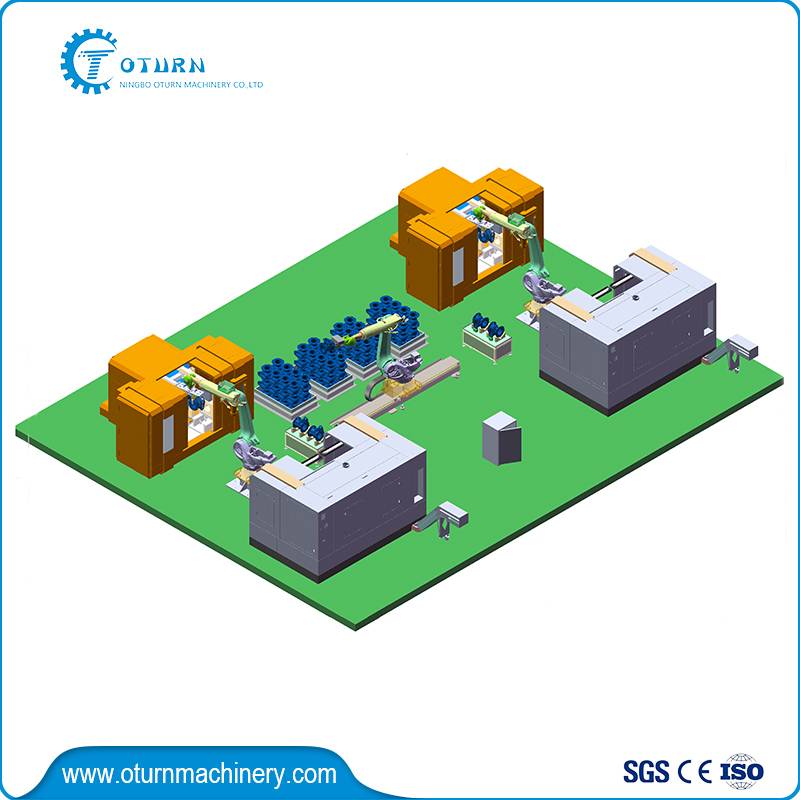
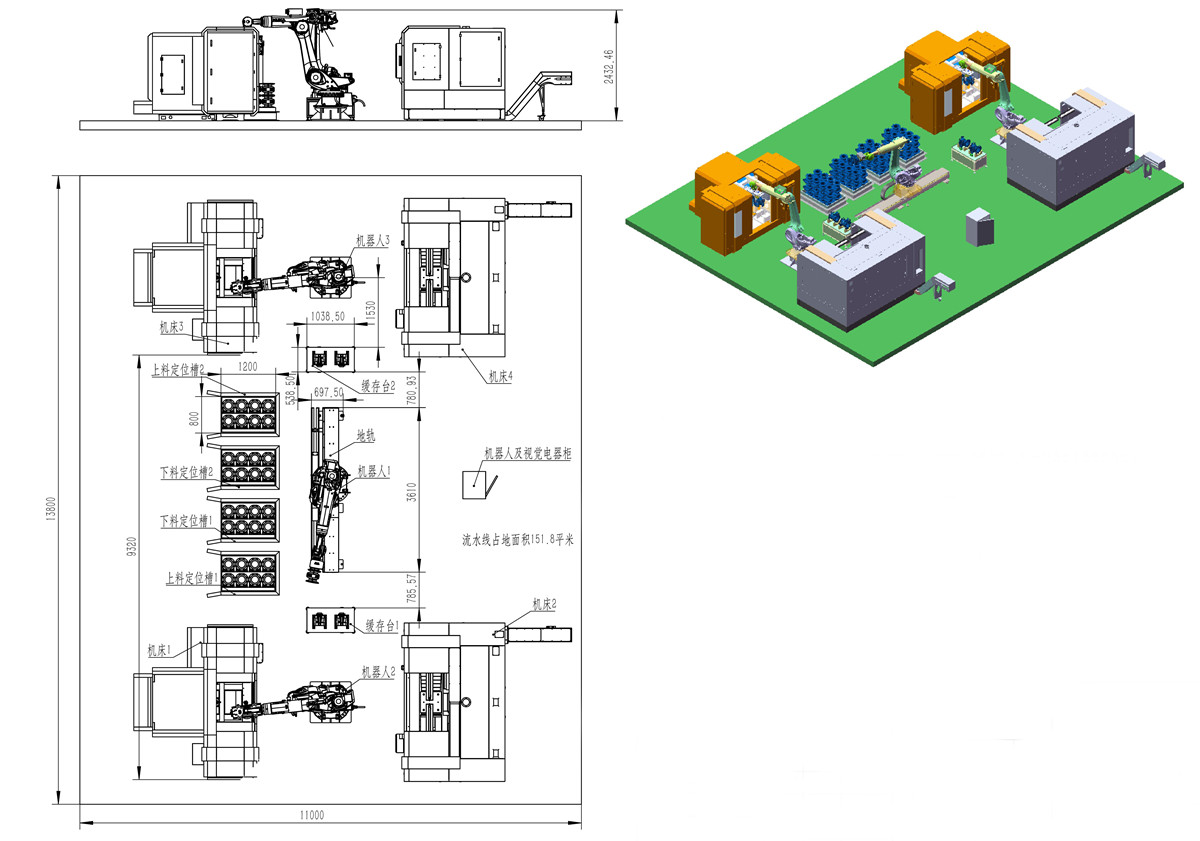
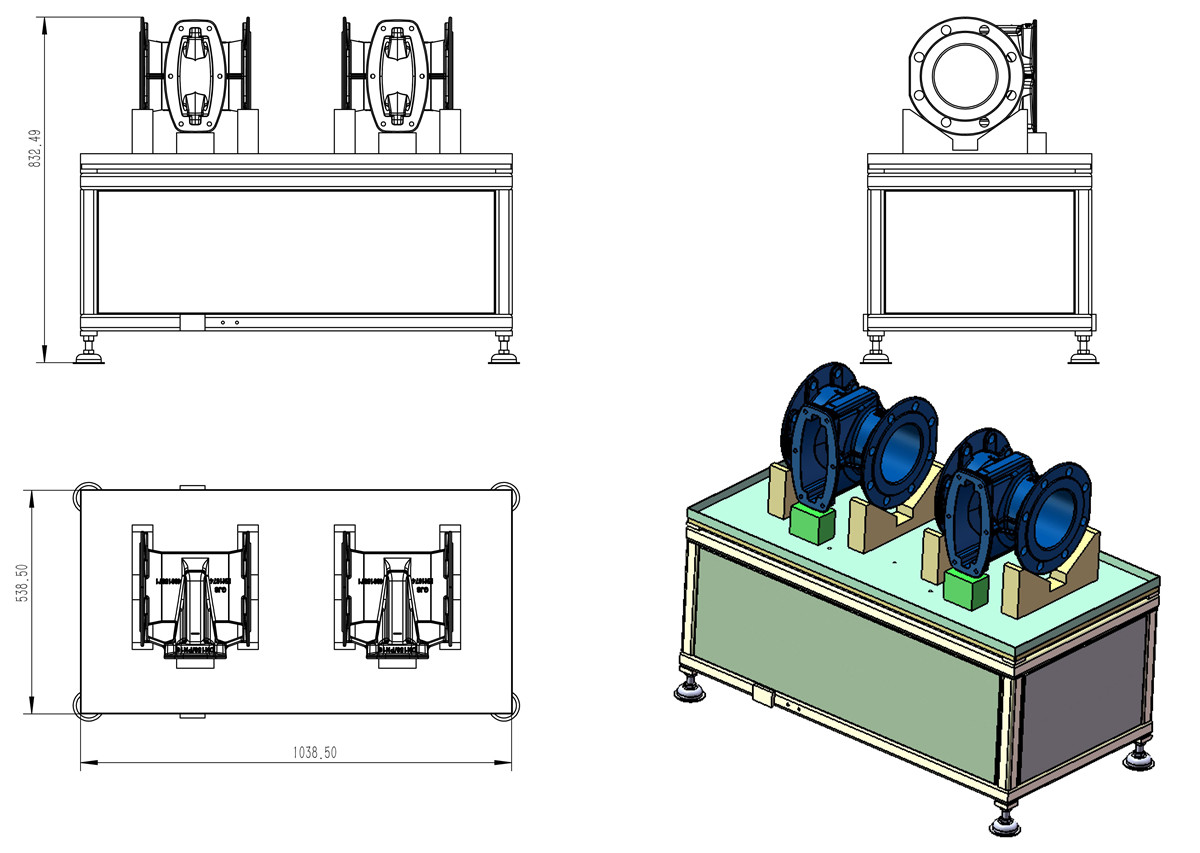
1.The operator places the pallet full of valve body workpieces in the loading positioning slot 1 and the loading positioning slot 2 for positioning, and places the empty tray in the loading positioning slot 1 and the unloading positioning slot 2 for positioning.
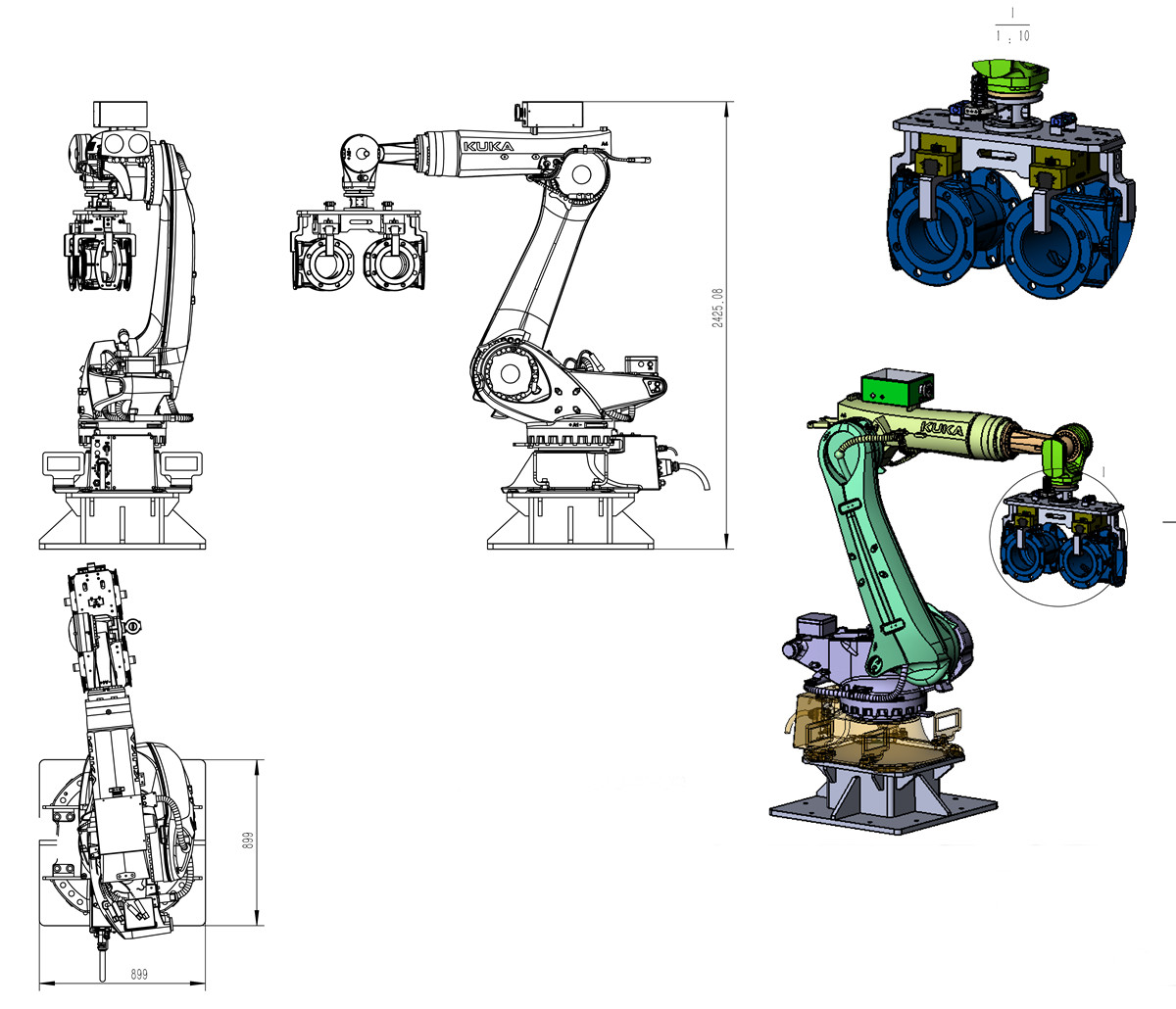
2.The camera on the robot 1 scans the workpiece on the pallet in the feeding positioning slot 1 to accurately position the workpiece, and the workpiece 1 is clamped and placed in the positioning fixture on the buffer table 1.
At the same time, it grips the processed workpiece 3 (the robot 2 has just gripped it from the machine tool 2), moves to the unloading positioning slot 1 and places it neatly in the pallet as required.
The camera on the robot 1 scans the workpiece on the pallet in the feeding positioning slot 2 to accurately position the workpiece, and the workpiece 4 is clamped and placed in the positioning fixture on the buffer table 2.
At the same time, it grips the processed workpiece 6 (the robot 3 has just gripped it from the machine tool 4), moves to the unloading positioning slot 2 and places it neatly in the pallet as required.
3.The robot 2 clamps the workpiece 1 from the buffer table 1 and runs to the machine tool 1, grips the finished workpiece 2 and clamps the workpiece 1, runs to the machine tool 2, grips the finished workpiece 3 and clamps the workpiece 2, and runs to the buffer table 1. Place the workpiece 3. Robot 2 completes the cycle.
4.The robot 3 grips the workpiece 4 from the buffering table 2 and runs to the machine tool 3, grips the finished workpiece 5 and clamps the workpiece 4, runs to the machine tool 4, grips the finished workpiece 6 and clamps the workpiece 5, and runs to the buffer table 2. Place the workpiece 6. Robot 3 completes the cycle.
The company keeps to the operation concept "scientific management, high quality and efficiency primacy, customer supreme", we have always maintained business cooperation. Work with you,we feel easy!
Send your message to us:
Products categories
-

CNC Vertical Turning and Milling Composite Cent...
-

High Speed Graphite CNC Machining Center GM Series
-

High Speed CNC Milling GT Series
-

Dual-Spindle CNC Lathe SK32
-

CNC Vertical Machining Center RFTV510 For Wheel...
-

CNC Vertical Machining Center RFMV Series For W...
-

CNC Vertical Lathe RFCL63V/D For Wheel Hub
-

CNC Horizontal Lathe RFCP Series for Wheel Hub
-

Specific Machine for Crankshaft HG40/50QZ
-

Specific CNC Turning and Grinding Machine HGQM-01
-

Specific Machine for Flywheel HG40/50L
-

Specific Machine for Rear Axle HGZK-06