






GM5X-N 5 axis CNC Grinding Machine
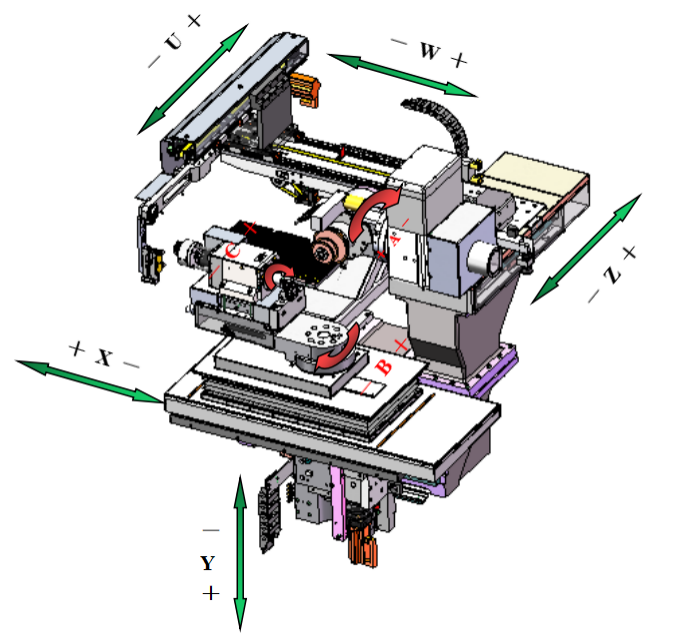
Main structure diagram of machine
Application scope
This machine produces end milling cutter and drills, suitable for the processing of hard alloy and high-speed steel materials.
Tool manufacturing and regrinding cycles
1. Standard end mills: grooving, shovel back, rake sharpening, bottom edge sharpening, digitization, regrinding.
2. Standard drill bit: slotting, outer diameter reduction, apex sharpening, digitization, and grinding.
1. Technical specifications
|
№ |
Content |
Requirement |
Number |
Unit |
|
1.1 |
Workpiece Dimensions | |||
|
1.1.1 |
Clamping length |
≤ |
230 |
mm |
|
1.1.2 |
Clamping diameter |
between |
2-20 |
mm |
|
1.1.3 |
Grinding length |
≤ |
150 |
mm |
|
1.1.4 |
Grinding diameter |
between |
0.2-12 |
mm |
|
1.2 |
Grinding Spindle | |||
|
1.2.1 |
Drive type |
Accurate |
direct drive |
- |
|
1.2.2 |
Power |
rated power |
13.6 |
kW |
|
1.2.3 |
Cooling |
Accurate |
Oil cooled |
- |
|
1.2.4 |
Speed control of grinding wheel |
Accurate |
Stepless-speed |
- |
|
1.2.5 |
Speed |
between |
0-10000 |
rpm |
|
1.2.6 |
Number of spindle grinding heads |
Accurate |
2 |
pcs |
|
1.3 |
Grinding wheel | |||
|
1.3.1 |
Diameter |
≤ |
150 |
mm |
|
1.3.2 |
Maximum number of grinding wheels per spindle |
≤ |
4 |
pcs |
|
1.3.3 |
Grinding wheels spindle diameter |
Accurate |
25 |
mm |
|
1.3.4 |
Program controlled coolant supply |
Accurate |
Yes |
- |
|
1.3.5 |
Number of coolant nozzles |
≥ |
3 |
pcs |
|
1.4 |
Workpiece clamping system | |||
|
1.4.1 |
Clamping system |
Accurate |
Hydraulic, automatic |
- |
|
1.4.2 |
Clamping collet |
Accurate |
SCHAUBLIN W20 |
- |
|
1.4.3 |
Drive type |
Accurate |
direct drive |
- |
|
1.5 |
Axis parameters | |||
|
1.5.1 |
Type |
Accurate |
linear |
- |
|
1.5.2 |
X-axis travel |
≤ |
280 |
mm |
|
1.5.3 |
Z-axis travel |
≤ |
130 |
mm |
|
1.5.4 |
Y-axis travel |
≤ |
230 |
mm |
|
1.5.5 |
X-Y-Z axis resolution |
Accurate |
0.0001 |
mm |
|
1.5.6 |
X-Y-Z axis speed |
≤ |
10 |
m/min |
|
1.5.7 |
A-axis travel |
≤ |
360 |
degree |
|
1.5.8 |
A-axis resolution |
Accurate |
0.0001 |
degree |
|
1.5.9 |
A-axis speed |
≤ |
300 |
rpm |
|
1.5.10 |
B-axis travel |
± |
210 |
degrees |
|
1.5.11 |
B-axis speed |
≤ |
12 |
rpm |
|
1.6 |
Loading and unloading system | |||
|
1.6.1 |
Loading and unloading system |
Accurate |
Truss type robotic arm |
- |
|
1.6.2 |
Number of trays |
Accurate |
2 |
pcs |
|
1.6.3 |
Automatic loading and unloading work-piece diameter |
Between |
2-12 |
mm |
|
1.6.4 |
Automatic loading and unloading work-piece length |
≤ |
40-200 |
mm |
|
1.6.5 |
Maximum number of workpieces |
≤ |
300 |
pcs |
|
1.6.6 |
Software |
Accurate |
Yes |
- |
|
1.7 |
Other components | |||
|
1.7.1 |
Ability to detect workpieces on machine tools |
Accurate |
Yes |
- |
|
1.7.2 |
Centralized automatic lubrication system |
Accurate |
Yes |
|
|
1.7.3 |
Tricolour signall lamp |
Accurate |
Yes |
- |
|
1.8 |
Optional | |||
|
1.8.1 |
Oil mist separation equipment |
Accurate |
Optional |
- |
|
1.9 |
Control | |||
|
1.9.1 |
Control system |
Accurate |
NUM-Flexium+68 |
- |
|
1.9.2 |
Operation panel |
Accurate |
Touch screen |
- |
|
1.9.3 |
Digital control axis |
Accurate |
Yes |
- |
|
1.9.4 |
Color display |
Accurate |
Yes |
- |
|
1.9.5 |
Display Size |
Accurate |
19 |
inch |
|
1.10 |
Tool grinding software module | |||
|
1.10.1 |
Simple milling cutters |
Accurate |
Yes |
- |
|
1.10.2 |
Simple drills |
Accurate |
Yes |
- |
|
1.10.3 |
Probe automatic detection mode |
Accurate |
Yes |
- |
|
1.11 |
Equipment electrical parameters | |||
|
1.11.1 |
Voltage |
Accurate |
380±10% |
V |
|
1.11.2 |
Frequency |
Accurate |
50±10% |
Hz |
|
1.11.3 |
Power |
≤ |
25 |
KW |
|
1.12 |
Dimensions | |||
|
1.12.1 |
Length |
≤ |
2 000 |
mm |
|
1.12.2 |
Width |
≤ |
2 800 |
mm |
|
1.12.3 |
Height |
≤ |
2 200 |
mm |
|
1.12.4 |
Quality |
≤ |
4 750 |
kg |
2. Standard configuration list
|
№ |
Content |
Model |
Brand |
Number |
||
|
2.1 |
Machine tool | |||||
|
2.1.1 |
X-axis configuration | |||||
|
2.1.1.1 |
- Screw rod |
Customized |
NSK |
1pcs |
||
|
2.1.1.2 |
- Rail |
1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL |
SCHNEEBERGER |
2pcs |
||
|
2.1.1.3 |
- Optical scale |
LC483-370 |
HEIDENHAIN |
1pcs |
||
|
2.1.2 |
Y-axis configuration | |||||
|
2.1.2.1 |
- Screw rod |
Customized |
NSK |
1pcs |
||
|
2.1.2.2 |
- Rail |
1×MR35-C2-600-20-20-G2-V2+MRK |
SCHNEEBERGER |
2pcs |
||
|
2.1.2.3 |
- Optical scale |
LC483-370 |
HEIDENHAIN |
1pcs |
||
|
2.1.3 |
Z-axis configuration | |||||
|
2.1.3.1 |
- Screw rod |
Customized |
NSK |
1pcs |
||
|
2.1.3.2 |
- Rail |
1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL |
SCHNEEBERGER |
2pcs |
||
|
2.1.3.3 |
- Optical scale |
LC483-370 |
HEIDENHAIN |
1pcs |
||
|
2.1.4 |
C-axis configuration | |||||
|
2.1.4.1 |
- Angle encoder |
ECN113 |
HEIDENHAIN |
1pcs |
||
|
2.1.4.2 |
- Direct drive motor |
MSP-1000-2-002-158 |
EMB |
1pcs |
||
|
2.1.5 |
B-axis turntable |
WDC-C180 |
GuTian |
1pcs |
||
|
2.1.5 |
A-axis turntable |
WDC-C200L |
GuTian |
1pcs |
||
|
2.1.6 |
Permanent magnet double head electric spindle |
Rated power 7.1KW |
Chuangyun |
1 pcs |
||
|
2.1.7 |
Two axis truss manipulator |
- |
Chuangyun |
1pcs |
||
|
2.1.8 |
Tray |
148-LP-D4 |
Chuangyun |
2pcs |
||
|
2.1.9 |
Tray |
148-LP-D6 |
Chuangyun |
2pcs |
||
|
2.1.10 |
Tray |
148-LP-D8 |
Chuangyun |
2pcs |
||
|
2.1.11 |
Clamping jaw | D0.5-3.2/D3.0-7.0/D7-13 |
Chuangyun |
1set |
||
|
2.1.12 |
High precision V-block |
(3-5) |
Chuangyun |
1pcs |
||
|
2.1.13 |
High precision V-block |
(5-7) |
Chuangyun |
1pcs |
||
|
2.1.14 |
High precision V-block |
(6-12) |
Chuangyun |
1pcs |
||
|
2.1.15 |
Collet |
D4W20 (80-00004) |
SCHAUBLIN |
1pcs |
||
|
2.1.16 |
Probe |
TS150 |
HEIDENHAIN |
1pcs |
||
|
2.1.17 |
Grinding wheel rod(long) |
119×∅31.75×∅96mm |
Chuangyun |
1pcs |
||
|
2.1.18 |
Grinding wheel rod(short) |
87×∅31.75×∅96mm |
Chuangyun |
1pcs |
||
|
2.1.19 |
Air conditioning |
- |
YUEDE |
1pcs |
||
|
2.1.20 |
Tricolour signall lamp |
DC24V |
Schneider |
1pcs |
||
|
2.1.21 |
Flowmeter |
SI5000 |
IFM |
1pcs |
||
|
2.1.22 |
Drive specific power supply |
15KW |
NEWCOM |
1pcs |
||
|
2.1.23 |
Electromagnetic valve group |
M4GE280R-CX-E20D-5-3 |
CKD |
1set |
||
|
2.1.24 |
X,Y, Z-axis automatic lubrication system |
- |
Taiwan |
1set |
||
|
2.2 |
CNC system configuration |
|||||
|
2.2.1 |
BOXPC |
FXPC004NN1HNR10 |
NUM |
1pcs |
||
|
2.2.2 |
Power filter |
AGOFIL024A |
NUM |
1pcs |
||
|
2.2.3 |
Power filter |
AGOFIL001S |
NUM |
1pcs |
||
|
2.2.4 |
Resistance |
AGORES008 |
NUM |
1pcs |
||
|
2.2.5 |
System main power supply |
MDLL3015N00AN0I |
NUM |
1pcs |
||
|
2.2.6 |
Servo driver |
MDLUX021B1CAN0I |
NUM |
4pcs |
||
|
2.2.7 |
B-axis servo motor |
SPX1262N5IA2L02 |
NUM |
1pcs |
||
|
2.2.8 |
A-axis motor |
MDLUX014B1CAN0I |
NUM |
1pcs |
||
|
2.2.9 |
Y-axis servo motor |
SPX0751V5IF2L02 |
NUM |
1pcs |
||
|
2.2.10 |
X/Z-axis servo motor |
MDLUX014B1CAN0I |
NUM |
2pcs |
||
|
2.2.11 |
U/W axis servo driver |
SPX0952N5IA2L02 |
NUM |
2pcs |
||
|
2.2.12 |
V-axis servo motor |
MDLUX014B1CAN0I |
NUM |
1pcs |
||
|
2.2.13 |
Coupler |
SPX0751V5IA2L02 |
NUM |
1pcs |
||
|
2.2.14 |
Input |
SPX0751V5IA2L02 |
NUM |
2pcs |
||
|
2.2.15 |
Output |
EK1100 |
NUM |
2pcs |
||
|
2.2.16 |
Analog input module |
CTMT1809 |
NUM |
1pcs |
||
|
2.2.17 |
Terminator |
CTMT2809 |
NUM |
1pcs |
||
|
2.2.18 |
Operation panel |
CTMT3162 |
NUM |
1pcs |
||
|
2.2.19 |
NCK |
CTMT9011 |
NUM |
1pcs |
||
|
2.2.20 |
NCK |
FXHE02ARE2HE000 |
NUM |
1pcs |
||
|
2.2.21 |
NCK |
FXP2101200 |
NUM |
1pcs |
||
|
2.2.22 |
NCK |
FXSO200061 |
NUM |
1pcs |
||
|
2.2.23 |
NCK |
FXSV994100 |
NUM |
1pcs |
||
|
2.2.24 |
NCK |
FXSO100006 |
NUM |
1pcs |
||
|
2.2.25 |
NCK |
FXSO100008 |
NUM |
1pcs |
||
|
2.2.26 |
NCK |
FXSO100375 |
NUM |
1pcs |
||
|
2.2.27 |
NCK |
FXSO100392 |
NUM |
1pcs |
||
|
2.2.28 |
NCK |
FXPA000586 |
NUM |
1pcs |
||
|
2.2.29 |
NCK |
FXSW282122 |
NUM |
1pcs |
||
|
2.2.30 |
NCK |
FXSW282124 |
NUM |
1pcs |
||
|
2.2.31 |
NCK |
FXSO100012 |
NUM |
1pcs |
||
|
2.3 |
Standard configuration of tool grinding software | |||||
|
2.3.1 |
Simple milling cutter |
Chuangyun self-developed |
1pcs |
|||
|
2.3.2 |
Simple drill |
Chuangyun self-developed |
1pcs |
|||
|
2.3.3 |
3D collision checking with 3D machine simulation |
Chuangyun self-developed |
1pcs |
|||
|
2.3.4 |
3D tool simulation |
Chuangyun self-developed |
1pcs |
|||
|
2.3.5 |
Probe automatic detection |
Chuangyun self-developed |
1pcs |
|||
Send your message to us:
Products categories
-

CNC Vertical Turning and Milling Composite Cent...
-

High Speed Graphite CNC Machining Center GM Series
-

High Speed CNC Milling GT Series
-

Dual-Spindle CNC Lathe SK32
-

CNC Vertical Machining Center RFTV510 For Wheel...
-

CNC Vertical Machining Center RFMV Series For W...
-

CNC Vertical Lathe RFCL63V/D For Wheel Hub
-

CNC Horizontal Lathe RFCP Series for Wheel Hub
-

Specific Machine for Crankshaft HG40/50QZ
-

Specific CNC Turning and Grinding Machine HGQM-01
-

Specific Machine for Flywheel HG40/50L
-

Specific Machine for Rear Axle HGZK-06